Abierto
Estimación/Enrutamiento y gestión de presupuestos > Archivo > Mantenimiento del centro de trabajo > Abrir
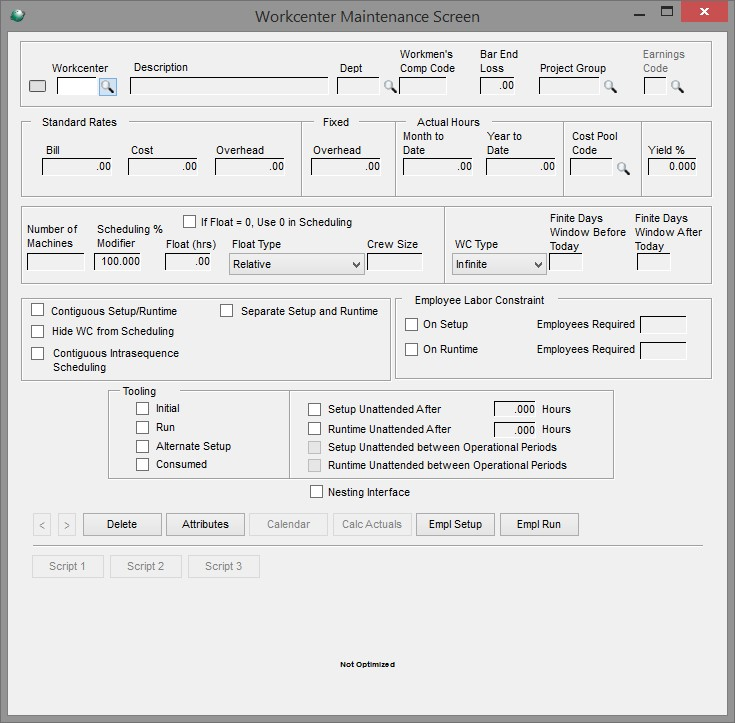
Seleccione la búsqueda junto al campo Centro de trabajo para buscar Centros de trabajo por código de centro de trabajo. Resalte el centro de trabajo para mantener y haga clic en Aceptar . El sistema recuperará las propiedades del centro de trabajo. Todos los campos, excepto el código del centro de trabajo, se pueden editar.

Haga clic en Guardar para guardar los cambios o salir sin guardar.
Nuevo
Estimación/Enrutamiento y gestión de cotizaciones > Archivo > Mantenimiento del centro de trabajo > Nuevo
Se debe crear un maestro de centro de trabajo para cada área de trabajo disponible que se utilizará en la estimación o programación. El maestro del centro de trabajo almacena información valiosa, como la capacidad y el costo para la programación, la estimación y el costo del trabajo. Un Workcenter puede ser una máquina, una persona o un grupo de máquinas/personas capaces de realizar exactamente la misma función. Agrupar máquinas idénticas en un grupo de centros de trabajo permite configurar secuencias de mano de obra en un enrutador para el grupo de centros de trabajo con fines de estimación; cuando se encuentra en una orden de trabajo, la máquina específica dentro del centro de trabajo se puede seleccionar en función de la capacidad.
Cuatro modelos comunes de tasa de costo/facturación son:
- Tasa de facturación de toda la planta (es decir, tasa de tienda)
- Tasa de facturación por hora por máquina/centro de trabajo: basada en el conocimiento de la industria sobre qué precio de venta es normal para una máquina/centro de trabajo en particular.
- Tasa de costo por hora de toda la planta: calculada al estimar el costo total en el volumen estándar dividido por las horas estándar, donde el volumen estándar es el estimado de horas estándar por año que la empresa debería operar en condiciones óptimas.
- Acumulación de costos por máquina/centro de trabajo: se calcula dividiendo el costo total por año en un volumen estándar por las horas estándar óptimas por año durante un período de cinco a diez años. La depreciación se calcula sobre la base de la vida útil en lugar de la vida fiscal depreciable.
El siguiente ejemplo detalla cómo desarrollar una tarifa de centro de costos:
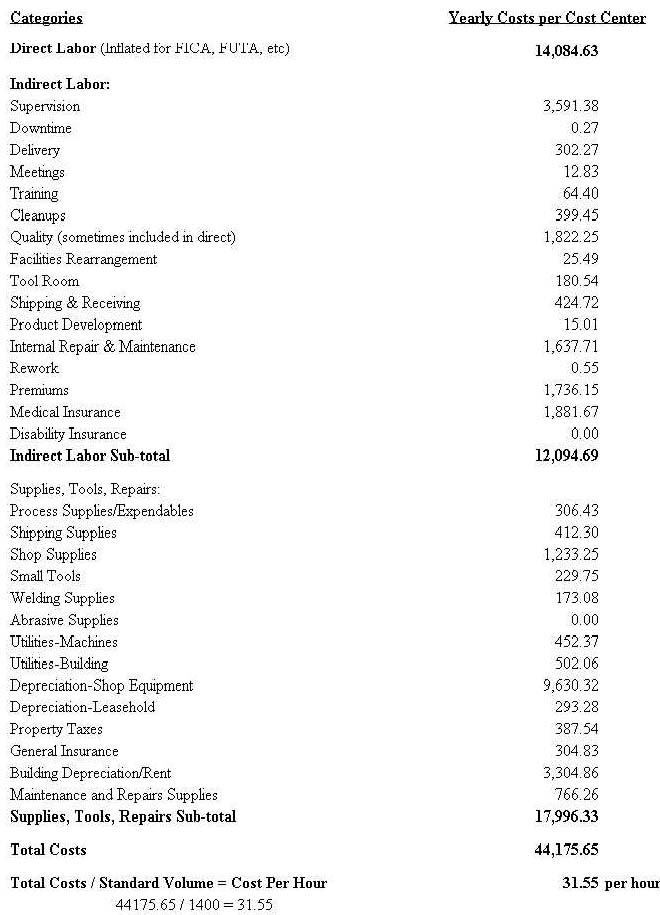
Horas Estándar : El número de horas estándar que la planta debe operar para lograr resultados óptimos. En muchos casos, se trata de dos turnos (16 horas al día X 200 días hábiles), ajustados por tiempo de inactividad y por debajo del rendimiento estándar. En otras palabras, las 16 horas por día podrían ajustarse a 13 horas por día (16 horas menos 2 horas por ineficiencia y una hora por tiempo de inactividad).
Depreciación de la máquina por hora : debe basarse en una vida normal, como 10 años, divididos por horas estándar por año.
Depreciación del edificio/Servicios : Asignar en pies cuadrados.
Utilidades-Equipo : Asignar en experiencia real, medidores, etc.
Otros gastos : basado en el cobro de gastos reales a un departamento.
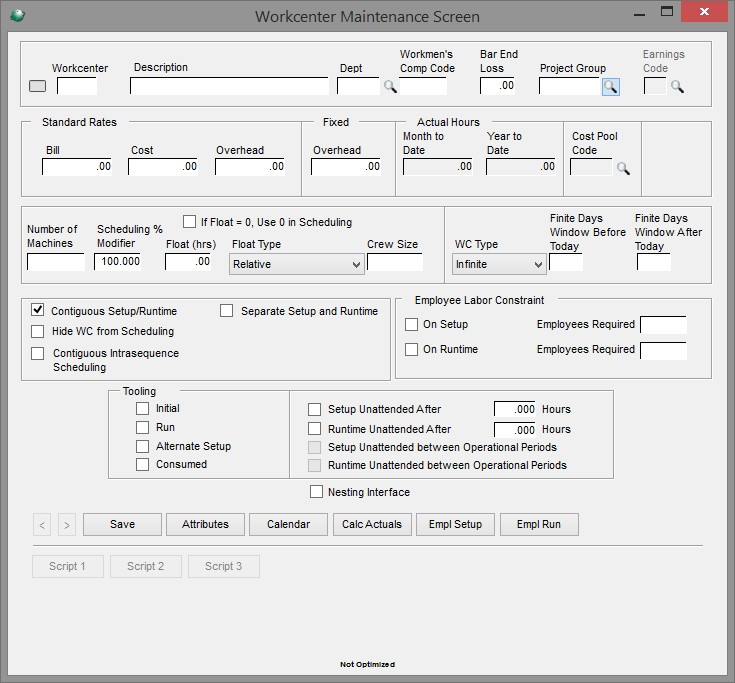
Nota : si crea un centro de trabajo para la gestión de tareas, los únicos campos obligatorios son el código del centro de trabajo, la descripción y las horas de la máquina.
centro de trabajo Los códigos del centro de trabajo deben desarrollarse de acuerdo con la función de la máquina, el empleado o el grupo. El código de Workcenter puede tener hasta 4 caracteres alfanuméricos. Por ejemplo, si el usuario crea un centro de trabajo para todos los tornos CNC, el código del centro de trabajo podría ser CNC. El código de Workcenter para cada máquina dentro de este grupo podría ser CNC1, CNC2, etc.
Descripción Introduzca una descripción de este centro de trabajo de hasta 20 caracteres.
departamento Ingrese una designación de departamento de empleados alfanuméricos de cuatro (4) caracteres o seleccione de la búsqueda (Soporte del sistema > Administración > Opciones de la compañía (avanzadas) > Tablas de fabricación > Departamentos ). Los clientes suelen utilizar departamentos para agrupar máquinas por tipo, ubicación o responsabilidad de supervisión.
Código de compensación del trabajador . Si corresponde, ingrese el código de riesgo asignado por su compañía de seguros a los empleados de este centro de trabajo. Este campo es alfanumérico de 4 caracteres.
Pérdida de final de barra . Este campo solo se aplica a los talleres de tornillería con fines de estimación. Ingrese el número de pulgadas perdidas por barra cuando se mecaniza en este centro de trabajo.
Grupo de proyecto. Si utiliza Gestión de proyectos , utilice la búsqueda de Grupos de proyectos para seleccionar el código de actividad/grupo predeterminado apropiado para el centro de trabajo. Nota : este campo se titulará con lo establecido como Título del Grupo de Proyecto .
Código de ganancias . Si la Opción de nómina estándar Calcular tasa de pago de empleados por escala de código de ganancias está marcada, seleccione buscar una lista de todos los códigos de ganancias/categorías de pago configuradas en Opciones de nómina estándar. Seleccione la categoría de pago adecuada para este centro de trabajo.
Tarifas estándar:
facturación Ingrese la tarifa de facturación por hora para este centro de trabajo. La tasa de facturación se puede utilizar para realizar estimaciones y como margen de beneficio en la cotización.
B. Ingrese el costo por hora para este centro de trabajo para la estimación. Este costo estará marcado por los porcentajes especificados en Estimación/Enrutamiento y Gestión de presupuestos > Archivo > Porcentajes de marcado . Este costo también se puede usar como la tarifa del centro de trabajo para el cálculo del costo del trabajo, si el usuario selecciona la opción 1) Absorbido en Costo W/C para estándares generales de fabricación (Soporte del sistema > Administración > Opciones de la compañía (estándar) > Fabricación).
Sobrecarga Si se especificó la opción 0) Tasa W/C separada en OH para estándares de gastos generales de fabricación en las opciones de la compañía (las tasas del centro de trabajo para fines de costeo de trabajos se calculan con la mano de obra real más una tasa de gastos generales separada), ingrese la tasa de gastos generales por hora para este centro de trabajo. Esta tasa no se utiliza con fines de estimación, sino para el costo real del trabajo.
Excluir centro de trabajo del precio por pieza . Esta opción solo es visible si el usuario ha activado la Opción de empresa de fabricación avanzada Usar tarifa por pieza para mano de obra . Cada centro de trabajo que no esté involucrado en el trabajo a destajo debe tener marcada esta opción. Todos los centros de trabajo que se utilizan para el trabajo a destajo no deben tener marcada esta casilla.
Reparado:
Sobrecarga Introduzca la cantidad de gastos generales fijos por hora. Los gastos generales fijos se restan del costo del trabajo para determinar el costo directo de un trabajo en la pantalla de estimación/costos.
Horas reales:
Mes hasta la fecha y Año hasta la fecha . Estos campos registran las horas reales Mes hasta la fecha y Año hasta la fecha para el centro de trabajo la última vez que se calcularon las horas. Para actualizar las cantidades de Horas reales, se debe usar el botón Calc Actuals (ver más abajo). Las horas se extraen de las órdenes de trabajo abiertas y cerradas, así como de las órdenes de trabajo en el historial.
Otro:
Código de grupo de costos . Si Manufactura - Estándar de gastos generales se establece en 6) % variable de mano de obra directa $, aparecerá este campo. Seleccione el Código de grupo de costos de la búsqueda. Esta búsqueda se completa con Avanzado > Tablas de fabricación > Tabla de códigos de grupo de costos y contiene el porcentaje de mano de obra directa que se carga como gastos generales cuando la mano de obra se carga a este centro de trabajo a través del reloj registrador/pantalla táctil GS o tarjetas de tiempo manuales .
El campo % de rendimiento estará visible si la opción Estimación/cotización avanzada para usar el rendimiento del enrutador está activada. Si esta máquina incurrirá en pérdidas (siempre se desechará una cierta cantidad) durante el proceso de fabricación, ingrese un porcentaje de rendimiento predeterminado. Por ejemplo, si el usuario sabe que el 20 % de las piezas fabricadas en esta máquina se desecharán, entonces el usuario ingresaría un porcentaje de rendimiento del 80 % (esto se ingresaría como 80.000). El porcentaje no podrá exceder del 100%. Este % de rendimiento puede anularse en la línea del enrutador si es necesario.
El campo Número de máquinas se usa para definir un multiplicador de capacidad, que se usa junto con las horas del calendario, para determinar el total de horas de máquina de capacidad disponible. El número de máquinas solo se establece como un valor mayor que uno cuando se define un recurso genérico; todos los recursos definidos genéricamente deben, por definición, estar infinitamente cargados. Por el contrario, las máquinas finitas siempre deben definirse como que tienen una sola máquina. Las máquinas finitas múltiples generalmente se definen con grupos de trabajo.
El campo Modificador de porcentaje de programación se utiliza para definir la eficiencia operativa predeterminada del centro de trabajo. Este campo permite la programación para modelar de manera realista la carga de la tienda a pesar de tener estimaciones menos que precisas. El valor de este campo puede oscilar entre 1 y 999 %. El tiempo restante programado es igual al producto del tiempo restante estimado y el inverso del equivalente decimal del modificador. Este modificador estándar se puede anular tanto en el enrutador estimado como en las secuencias de mano de obra de la orden de trabajo.
Los métodos tradicionales de tener en cuenta la compensación de eficiencia incluyen la manipulación de las horas de capacidad y la anulación de los tiempos de ejecución estimados. La manipulación de las horas de capacidad no es una gran opción debido a la naturaleza de los límites del día y sus efectos en la programación entre secuencias. Además, mantener un factor de corrección como valor hace que la suma o resta de la capacidad estándar sea problemática. Anular los tiempos de ejecución estimados es una solución aún peor porque niega el valor de la recopilación de datos del taller y hace que los informes de eficiencia carezcan de sentido.
El campo Flotante se usa para definir el número de horas flotantes que ocurren después de la producción programada en el Centro de trabajo especificado. Esto a veces se conoce como tiempo de espera o tiempo libre. Nota : el valor flotante se ignora para los pasos sujetos a superposición y para la configuración/ejecución que se produce en el mismo centro de trabajo o grupo de trabajo. Especificar un valor aquí anula el valor flotante estándar definido en las opciones avanzadas de la empresa de fabricación. Este tiempo de flotación estándar se puede anular tanto en el enrutador estimado como en la secuencia de la orden de trabajo.
La selección de Tipo de flotador especifica la estrategia de declinación del flotador que se utilizará en el centro de trabajo. Las opciones disponibles son: Absoluto con límite, Relativo y Absoluto.
La selección Absoluta con corte hace que el tiempo de flotación se reduzca solo hasta la medianoche del día actual, independientemente de cuántas horas de flotación queden. Esta opción generalmente se usa para garantizar que un paso posterior no se programe para comenzar el mismo día en que se completa el paso anterior. Tenga en cuenta que la versión 2 de Advanced Planning & Scheduling utilizó este método de declinación flotante exclusivamente.
La selección relativa hace que las horas flotantes se rechacen dentro de las horas operativas del centro de trabajo (como se define en los calendarios estándar y personalizado). Este método generalmente se usa para el tiempo de procesamiento posterior que requiere mucha mano de obra (por ejemplo, manejo de materiales y tiempo de movimiento).
Nota : el tipo flotante se establecerá de forma predeterminada en Relativo si no se realiza una selección.
La selección Absoluta hace que las horas flotantes se reduzcan dentro del tiempo del reloj sin tener en cuenta las horas operativas del centro de trabajo o la planta. Este método generalmente se usa para el tiempo de procesamiento posterior que no requiere mucha mano de obra (por ejemplo, el secado de la pintura después de un paso de mano de obra en una cabina de pintura).
Tamaño de la tripulación . Si el usuario ingresa Tamaños de cuadrilla en secuencias de mano de obra, ingrese el tamaño de cuadrilla predeterminado para este centro de trabajo. Cada vez que este centro de trabajo se usa en un enrutador, el tamaño de la cuadrilla se establecerá de forma predeterminada en el valor ingresado en este campo.
La selección de Tipo de WC especifica la estrategia de restricción del Workcenter. Las opciones disponibles son: Infinito , Basado en reglas y FIFO . Para obtener una descripción completa de las diferencias entre las opciones, lea la sección titulada Programación de recursos infinitos versus finitos .
La selección Infinita hace que la mano de obra se programe según la capacidad del Centro de trabajo sin tener en cuenta la carga programada previamente.
La selección basada en reglas hace que la mano de obra se programe según la capacidad del centro de trabajo mientras se evalúa la contención de recursos mediante el examen de la prioridad relativa de la carga programada previamente. Como sugiere el nombre, la estrategia finita basada en reglas utiliza una serie de criterios para determinar la prioridad relativa de carga en un centro de trabajo. Los criterios en orden son: bloqueo del trabajo, prioridad del encabezado de la orden de trabajo (cuanto mayor sea el número, mayor será la prioridad), fecha de vencimiento (cuanto más temprana sea la fecha, mayor será la prioridad), fecha de la orden (cuanto más temprana sea la fecha, mayor será la prioridad). prioridad) y número de orden de trabajo (cuanto menor sea el número, mayor será la prioridad). Cuando una secuencia se programa en la posición (anterior) de trabajo de menor prioridad, los trabajos desplazados se reprograman automáticamente.
Nota : si el usuario cambia el Tipo de WC de Basado en reglas a Infinito, el cambio en el tipo de centro de trabajo no se refleja en la programación hasta que se realice una reprogramación.
La selección FIFO hace que la mano de obra se programe según la capacidad del centro de trabajo y evita la contención de recursos al identificar la carga programada previamente y encontrar automáticamente el primer intervalo de tiempo disponible del tiempo contiguo necesario.
El campo Ventana de días finitos antes de hoy se utiliza para definir el límite "izquierdo" de la ventana flotante sobre la que se programan los recursos finitos. Por lo general, este valor debe dejarse en blanco.
El campo Ventana de días finitos después de hoy se utiliza para definir el límite "derecho" de la ventana flotante sobre la que se programan los recursos finitos. Nota: si no se especifica ningún valor para ninguno de los campos de límite, los centros de trabajo definidos de forma finita se programarán como centros de trabajo infinitos.
Las siguientes casillas de verificación no funcionan en este momento: Configuración/Tiempo de ejecución contiguos, Ocultar WC de la programación, Programación intrasecuencial contigua.
Configuración y tiempo de ejecución separados . La configuración y el tiempo de ejecución se pueden ingresar en un enrutador como una sola operación de mano de obra. Al marcar esta opción, el sistema separa la configuración y el tiempo de ejecución en diferentes secuencias en la orden de trabajo cuando se usa este centro de trabajo. Nota : Esta opción se ignora cuando la opción Fabricación estándar, Pasos de configuración separados (Estándares operativos) , está activa. Esto se debe a que los pasos de configuración separados (estándares operativos) hacen que todos los centros de trabajo tengan la configuración y el tiempo de ejecución separados. El sistema advierte al usuario si la opción Configuración separada y tiempo de ejecución está marcada en el maestro del centro de trabajo y la opción de la empresa también está activada.
Restricción laboral del empleado:
La selección de restricción de mano de obra del empleado en la configuración permite la restricción simultánea de la configuración programada en un recurso tanto por la disponibilidad de la máquina como por la disponibilidad del operador calificado. Tenga en cuenta que la restricción de mano de obra del empleado solo se puede usar con centros de trabajo programados de forma finita y solo se respetará dentro de la ventana finita flotante del centro de trabajo. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
El campo Empleados de configuración necesarios se utiliza para definir el número predeterminado de empleados utilizados para configurar el centro de trabajo. Normalmente, este valor se establece en uno (1). Este valor se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
La selección Restricción de mano de obra del empleado en tiempo de ejecución permite la restricción simultánea de la ejecución programada de un recurso tanto por la disponibilidad de la máquina como por la disponibilidad del operador calificado. Tenga en cuenta que la restricción de mano de obra del empleado solo se puede usar con centros de trabajo programados de forma finita y solo se respetará dentro de la ventana finita flotante del centro de trabajo. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
El campo Empleados de tiempo de ejecución requeridos se utiliza para definir el número predeterminado de empleados utilizados para configurar el centro de trabajo. Normalmente, este valor se establece en uno (1). Tenga en cuenta que este valor puede ser fraccionario para modelar áreas como celdas de trabajo donde un empleado puede operar varias máquinas simultáneamente. Este valor se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
Número de empleados. Si el usuario siempre carga la capacidad solo por mano de obra, ingrese el número de empleados normalmente en este centro de trabajo.
Hora de Inicio por Centro de Trabajo . Este campo es obligatorio para la planificación y programación avanzadas. Introduzca la hora del día en que se pone en uso este centro de trabajo. Si la tienda es de 24 horas, la hora de inicio del día es 00:00. Si no se establece una hora de inicio del día en cada centro de trabajo, la programación utilizará la Hora de inicio estándar para el taller (Soporte del sistema > Administración > Opciones de la empresa (estándar) > Fabricación).
La selección Configuración desatendida permite la programación para programar la restricción de mano de obra de los empleados por una duración fija más corta que el tiempo de configuración de la máquina. La restricción de mano de obra del empleado debe estar habilitada en la configuración para usar esta función. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo. Esta característica a veces se usa para programar la ejecución del primer artículo (incluido en el tiempo de secuencia de configuración) para que se ejecute parcialmente sin supervisión.
El campo Configuración desatendida después de X horas especifica el período de tiempo (X) para programar un operador de configuración calificado; este valor es independiente, pero no mayor que el tiempo de configuración de la máquina. La configuración desatendida y la restricción de mano de obra del empleado en la configuración deben estar habilitadas para usar esta función. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
La selección Tiempo de ejecución desatendido permite la programación para programar la restricción de mano de obra de los empleados por una duración fija más corta que el tiempo de ejecución de la máquina. La restricción de mano de obra del empleado debe estar habilitada en tiempo de ejecución para usar esta característica. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo. Esta función se usa a veces para programar el funcionamiento de la máquina para que esté parcialmente desatendida (por ejemplo, mecanizado sin luces).
El campo Tiempo de ejecución desatendido después de X horas especifica el período de tiempo (X) para programar un operador de tiempo de ejecución calificado; este valor es independiente, pero no mayor que el tiempo de ejecución de la máquina. El tiempo de ejecución desatendido y la restricción de mano de obra del empleado en el tiempo de ejecución deben estar habilitados para usar esta función. Esta selección se puede anular tanto en el enrutador estimado como en la secuencia de mano de obra de la orden de trabajo.
Configuración desatendida entre períodos operativos . Este campo está actualmente inactivo y se utilizará en una versión futura.
Tiempo de ejecución desatendido entre períodos operativos . Este campo está actualmente inactivo y se utilizará en una versión futura.
Interfaz de anidamiento . Esta casilla de verificación se utiliza junto con la licencia de Nesting Interface. Los programas GAB utilizan el valor de esta casilla de verificación para determinar qué centros de trabajo deben optimizarse (para nCell, PEP, etc.).
Las capacidades y propiedades especiales de un centro de trabajo se definen como atributos del centro de trabajo. Estos atributos se configuran y se accede a ellos a través del botón Atributos.

Se pueden definir hasta 26 atributos únicos por centro de trabajo. En términos generales, los atributos se usan junto con otros Workcenters dentro de un grupo de trabajo. En el caso de los grupos de trabajo, los atributos deben mantenerse consistentes de Workcenter a Workcenter. En el caso de grupos de trabajo sindicalizados (es decir, un solo Centro de trabajo que pertenece a varios grupos de trabajo simultáneamente), se debe tener especial cuidado para asegurarse de que los atributos sean consistentes para los Centros de trabajo y todas sus afiliaciones de grupos de trabajo. Tenga en cuenta que la asignación de atributos no necesita comenzar con el atributo 1, ni la asignación de atributos debe ser contigua dentro de los espacios disponibles.
Los atributos deben tener títulos significativos. Además, los atributos solo deben usarse para definir las propiedades de una máquina cuya presencia incluye o excluye explícitamente su consideración. Las opciones de la máquina, como la presencia de ciertos kits, herramientas, diferenciación en las capacidades de mecanizado, pueden considerarse atributos. La utilización creativa de los atributos incluye propiedades como la ubicación geográfica, la agrupación y los requisitos de flujo de procesos.
La capacidad de un Workcenter se define en su calendario estándar. Cada Workcenter tiene un calendario estándar que define su capacidad normal por día de la semana. Cada día puede tener definidos hasta seis períodos no contiguos y no superpuestos por día. Por lo general, los clientes consideran que un solo período de tiempo es suficiente, pero otros han usado períodos adicionales para modelar descansos y almuerzos.
Es importante centrarse en el hecho de que este calendario define la disponibilidad de la máquina. Algunos clientes que ejecutan varios turnos han intentado modelar los turnos de sus empleados con el calendario de Workcenter. Esta tentación debe evitarse porque con frecuencia la máquina solo opera un único "turno", mientras que los empleados van y vienen.
También es importante tener en cuenta el impacto del calendario de Workcenter en la restricción de mano de obra de los empleados. Si los calendarios de mano de obra de los empleados no están definidos para cubrir el rango operativo completo de una máquina o la configuración/ejecución completa de una secuencia de mano de obra, la mano de obra de la máquina (y, en consecuencia, la mano de obra de los empleados) no se programará dentro de la ventana finita flotante del Centro de trabajo. Un ejemplo de esto serían los empleados del primer turno (8 horas) y del segundo turno (8 horas) marcados como elegibles para configurar/hacer funcionar una máquina que funciona las 24 horas del día; si el usuario intenta programar cualquier secuencia que exceda las 16 horas, no programará hasta que esté fuera del rango de restricción de mano de obra del empleado porque nunca ocurrirá la disponibilidad simultánea y contigua de la máquina y la mano de obra del empleado.
Cuando se crea un Workcenter, se debe crear un calendario. Utilice el botón Calendario en la pantalla de mantenimiento del centro de trabajo para acceder al calendario.

Hay 8 casillas en la pantalla Calendario. El primer cuadro (Cuadro n.° 1) se usa para ingresar/editar los datos de un día y luego se usará para copiar los datos en los días correspondientes; los datos no se pueden ingresar directamente en los cuadros n.° 2 a n.° 8 que representan los días de la semana. De forma predeterminada, el recuadro n.° 1 inicialmente dirá lunes en la esquina inferior izquierda. Los recuadros del 2 al 8 indicarán el día de la semana en la esquina inferior izquierda.
Para comenzar, en el cuadro n.° 1 ingrese una hora de inicio usando un formato de 24 horas de 4 dígitos: medianoche es 0000, 1:30 a. m. es 0130, 4:30 p. m. es 1630 y 10:30 p. m. es 2230 . período en horas usando un formato decimal: 8 horas es 8.0, 9 horas 30 minutos es 9.5 y 24 horas es 24. Ingrese el Número de Máquina para ese período. Si se utilizarán varios períodos, marque la siguiente casilla de período en uso disponible e ingrese la hora de inicio, la duración y el número de Mach para ese período. Nota: La Duración combinada de los Períodos en Uso no puede exceder las 24 horas.
Utilice el botón Guardar en la parte inferior derecha del cuadro n.° 1 para guardar las entradas en el cuadro correspondiente (cuadros n.° 2 a n.° 8) según lo definido por el día que aparece en la parte inferior izquierda del cuadro n.° 1.
Para agilizar la copia de entradas si todos o varios días tienen calendarios idénticos, se pueden usar la opción Copiar a y el botón Copiar . Asegúrese de que las entradas en el cuadro n.º 1 sean los valores que se van a copiar. Si el cuadro n.° 1 está en blanco o contiene entradas para un lunes predeterminado, use la función de búsqueda Seleccionar día para elegir otro día para devolver esas entradas al cuadro n.° 1; el día que se detuvo en el cuadro n.° 1 aparece en la parte inferior izquierda del cuadro n.° 1. Realice cambios en las entradas si corresponde. Utilice Copiar para buscar para seleccionar el día de la semana en el que desea copiar las entradas del cuadro n.º 1 y luego haga clic en el botón Copiar . El botón Copiar a y Copiar se puede usar varias veces para copiar entradas del cuadro n.º 1 al día seleccionado. Por ejemplo, las entradas se pueden copiar a lunes, martes, miércoles, jueves y viernes. Se pueden hacer nuevas entradas en la Casilla #1 y luego copiarlas al sábado y al domingo.
Para editar la entrada de un día específico, use la función de búsqueda Seleccionar día para extraer las entradas del día deseado al Cuadro n.° 1, realice los cambios y haga clic en el botón Guardar o asegúrese de que el día Copiar a coincida con Seleccionar día y haga clic en el botón Copiar .
Utilice el botón Salir para cerrar la pantalla de mantenimiento del calendario.
Calcular valores reales
Para actualizar los campos/montos de horas reales del mes hasta la fecha y del año hasta la fecha, se debe usar el botón Calc Actuals . Las horas se extraen de las órdenes de trabajo abiertas y cerradas, así como de las órdenes de trabajo en el historial. El cálculo se realiza para TODOS los centros de trabajo. Nota : esta operación puede tardar unos minutos en ejecutarse en función de la cantidad de órdenes de trabajo que debe tener en cuenta para el cálculo.
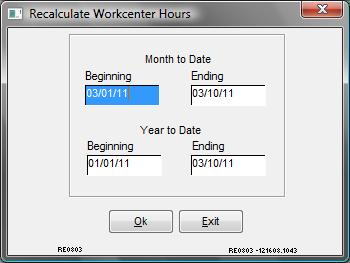
Si lo desea, cambie las fechas de inicio y finalización para los cálculos Mes hasta la fecha y Año hasta la fecha . Haga clic en Aceptar .
Configuración de empleado/Ejecución de empleado
Cuando se especifica la restricción de mano de obra del empleado en un centro de trabajo, la carga de mano de obra adopta las restricciones simultáneas del centro de trabajo y la capacidad disponible del empleado. De forma predeterminada, la restricción de mano de obra de los empleados permite al usuario definir qué empleados son capaces de configurar una máquina, quién puede ejecutarla y quién puede hacer ambas cosas. Se pueden ingresar títulos de atributos de empleados adicionales para configurar y ejecutar a través de los botones Configuración de empleados y Ejecución de empleados .
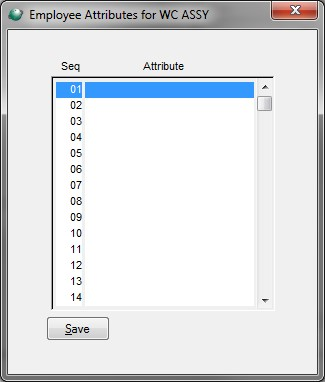
Cabe señalar que, a diferencia de la pantalla de atributos de la máquina, los atributos de mano de obra de los empleados disponibles no se configuran en esta pantalla; esta pantalla solo está destinada a permitir la entrada de los títulos de restricciones laborales de los empleados.
Borrar
Estimación/Enrutamiento y gestión de cotizaciones > Archivo > Mantenimiento del centro de trabajo > Eliminar
Seleccione el botón de búsqueda junto al campo Centro de trabajo para buscar Centros de trabajo por código de centro de trabajo. Resalte el centro de trabajo que desee eliminar y haga clic en Aceptar . El sistema recupera las propiedades del centro de trabajo. Si este es el centro de trabajo correcto para eliminar, haga clic en Guardar . El sistema pide confirmar la acción; haga clic en Sí para eliminar o en No para cancelar.
Otras versiones
- Próximamente...