Tabla de contenido
Centro de trabajo Centros de trabajo con frecuencia en horas Centros de trabajo con frecuencia en días Ver historial de órdenes de trabajo de MP Programación de órdenes de trabajo Número de pieza/bin Programación de órdenes de trabajo Otras versionesControl de planta > Archivo > Generación de OT de mantenimiento preventivo
Esta pantalla se utiliza para determinar los criterios de selección para programar órdenes de trabajo de mantenimiento preventivo.
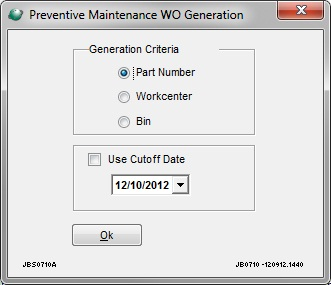
Centro de trabajo
Seleccione para generar órdenes de trabajo por centro de trabajo. Puede marcar Usar fecha de corte para usarla al programar órdenes de trabajo con una frecuencia de días. Esta opción se ignorará para los tipos de PM con una frecuencia de horas. La fecha límite será la fecha de hoy por defecto. Utilice el navegador selector de fecha para seleccionar la fecha de corte adecuada; esta fecha puede ser en el futuro. La fecha de corte se usará para determinar la cantidad de órdenes de trabajo de PM que se deben generar hasta esta fecha en función de la frecuencia (en días) asignada al centro de trabajo a través de Control de planta > Archivo > Definiciones de mantenimiento preventivo . Esto le permitirá programar órdenes de trabajo de PM con semanas o meses de anticipación.
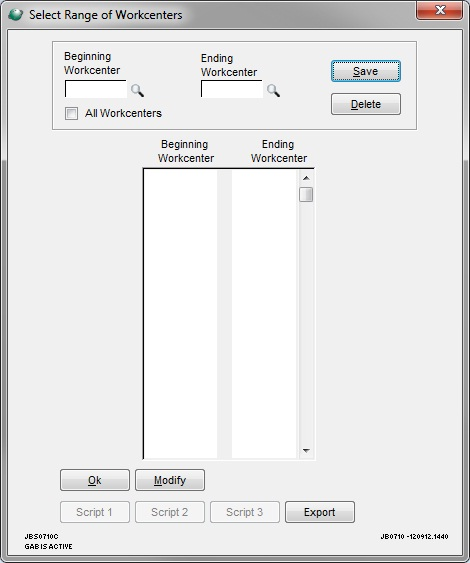
Ingrese en el rango de Centro de trabajo inicial y Centro de trabajo final , utilizando los navegadores si lo desea. Haga clic en Guardar para mover el rango a la lista. Haga doble clic en un rango de centros de trabajo en la lista para modificar el rango. Haga clic en Eliminar para eliminar el rango de centros de trabajo de la lista. También puede resaltar una línea en la lista y hacer clic en Modificar para realizar cambios en el rango.
Si desea generar órdenes de trabajo para todos los centros de trabajo, marque la opción Seleccionar todos los centros de trabajo.
Haga clic en Aceptar para continuar. Haga clic en Salir para salir de la pantalla.

La pantalla Mantenimiento preventivo vencido enumera todos los centros de trabajo que cumplen con los criterios de selección para programar órdenes de trabajo de MP. Se enumeran las columnas Centro de trabajo, Tipo de MP, Descripción, Fecha del último MP, Fecha de inicio, Cantidad de ejecución, Orden de trabajo, Sufijo de orden de trabajo y Enrutador . Para los centros de trabajo, la cantidad de ejecución es 1. Nota: si la opción de Fabricación avanzada Generar orden de trabajo basada en el cierre anterior está activada, la fecha del último PM es la fecha de cierre de la última orden de trabajo de PM para la definición del centro de trabajo. Si la opción no está activada, la fecha del último PM es la fecha de creación de la última orden de trabajo de PM para la definición del centro de trabajo.
Centros de Trabajo con Frecuencia en Horas
El sistema determina qué centros de trabajo deben programarse para el mantenimiento preventivo calculando las horas de uso en el centro de trabajo desde que se generó la última orden de trabajo de PM. Si el número de horas es inferior a la frecuencia que se indica en la definición de Mantenimiento preventivo para el tipo de centro de trabajo/PM, no se genera ninguna orden de trabajo. Si el número de horas es mayor que la frecuencia indicada en la definición, se genera una orden de trabajo con la fecha de hoy como fecha de vencimiento. Esta es la fecha que aparece en la columna Inicio. Si se define una Compensación de días en la definición de Mantenimiento preventivo para este centro de trabajo/Tipo de PM, la compensación de días se agrega a la fecha de vencimiento y esta será la fecha que figura en la columna Inicio. Nota: Si la opción de Fabricación avanzada Generar orden de trabajo basada en cierre anterior está activada, el sistema calculará las horas de uso en el centro de trabajo desde la fecha de cierre de la última orden de trabajo de PM, en lugar de la fecha de creación de la última orden de trabajo de PM, para determinar cuándo se debe programar la siguiente orden de trabajo de PM.
Nota : Las horas de uso del centro de trabajo se pueden encontrar en Estimación/Enrutamiento y gestión de presupuestos > Ver > Centros de trabajo en el cuadro Horas reales.
Centros de Trabajo con Frecuencia en Días
El sistema determina qué centros de trabajo deben programarse para el mantenimiento preventivo calculando la cantidad de días desde que se generó la última orden de trabajo de PM. Si la cantidad de días es menor que la frecuencia que se indica en la definición de Mantenimiento preventivo para el centro de trabajo/Tipo de PM, no se genera ninguna orden de trabajo. Si el número de días es mayor que la frecuencia, se genera una orden de trabajo con la fecha de hoy como fecha de vencimiento. Esta es la fecha que aparece en la columna Inicio. Si se define una Compensación de días en la definición de Mantenimiento preventivo para el centro de trabajo, la compensación de días se agrega a la fecha de vencimiento y esta será la fecha que figura en la columna Inicio. Si se ingresó una fecha de corte, este proceso se realizará hasta que se exceda la fecha de corte. Todas las órdenes de trabajo que deben programarse hasta la fecha límite se enumerarán en la pantalla. Nota : Si la opción de Fabricación avanzada Generar orden de trabajo basada en el cierre anterior está activada, el sistema calculará la cantidad de días desde la fecha de cierre de la última orden de trabajo de PM, en lugar de la fecha de creación de la última orden de trabajo de PM, para determinar cuándo será el próximo PM. se debe programar la orden de trabajo.
Ver historial de órdenes de trabajo de PM
Resalte una línea y haga clic en el botón Historial de MP para ver una lista de todas las órdenes de trabajo de MP que se han generado para el centro de trabajo/tipo de MP.
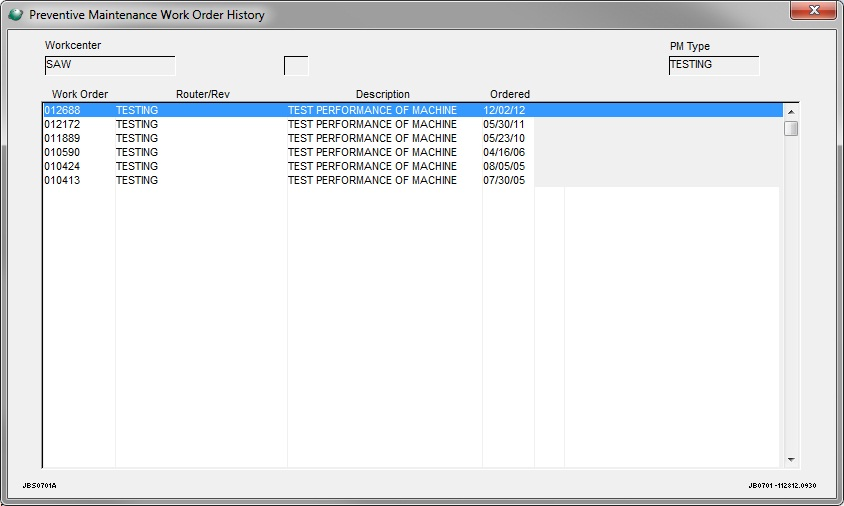
Se enumeran el centro de trabajo, el tipo de PM , la orden de trabajo programada, el enrutador/Rev , la descripción del tipo de PM y la fecha en que se ordenó la orden de trabajo.
Haga doble clic en una línea para ver la orden de trabajo asociada.
Programación de órdenes de trabajo
Desde la pantalla Mantenimiento preventivo vencido, todas las órdenes de trabajo se pueden generar haciendo clic en el botón Programar todo . Puede programar órdenes de trabajo individuales resaltando una línea y haciendo clic en el botón Programar OT . Las órdenes de trabajo programadas tendrán una "Y" en la columna WO. Una vez programadas las órdenes de trabajo, se activará el botón Imprimir todas las OT . Haga clic en este botón para imprimir todas las órdenes de trabajo con código de barras.
Elija imprimir la orden de trabajo de código de barras o la orden de trabajo de código de barras si está utilizando la GUI en línea. Haga clic en Aceptar para imprimir los informes.
Número de pieza/Bandeja

Seleccione para generar órdenes de trabajo por número de pieza o contenedor . Si selecciona Número de pieza o Contenedor, puede marcar Usar fecha límite . La fecha límite será la fecha de hoy por defecto. Utilice el navegador selector de fecha para seleccionar la fecha de corte adecuada; esta fecha puede ser en el futuro. La fecha límite se usará para determinar la cantidad de órdenes de trabajo de PM que se deben generar hasta esta fecha en función de la frecuencia (en días) asignada a la pieza a través de Control de planta > Archivo > Definiciones de mantenimiento preventivo . Esto le permitirá programar órdenes de trabajo de PM para piezas con semanas o meses de anticipación. Haga clic en Aceptar para continuar.
Si seleccionó generar por número de pieza, aparecerá la pantalla Seleccionar rango de números de pieza:
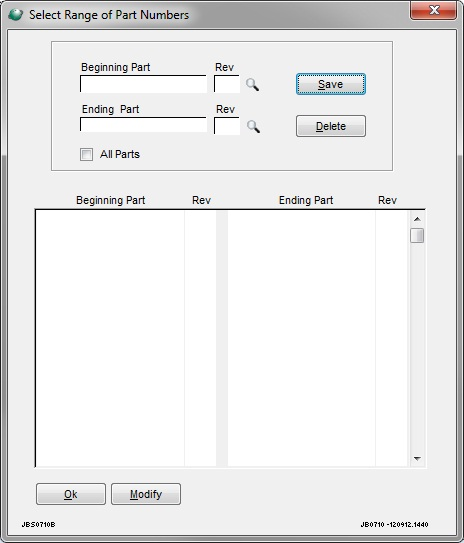
Ingrese los rangos Parte/revolución inicial y Parte/revolución final . Haga clic en Guardar para mover el rango a la lista. Haga doble clic en un rango de partes en la lista para modificar el rango. Haga clic en Eliminar para eliminar el rango de piezas de la lista. También puede resaltar una línea en la lista y hacer clic en Modificar para realizar cambios en el rango. Si desea generar órdenes de trabajo para todas las piezas, marque la opción Seleccionar todas las piezas . Haga clic en Aceptar para continuar. Haga clic en Salir para volver a la pantalla Seleccionar criterios de generación.
Si seleccionó generar por contenedor, aparecerá la pantalla Seleccionar rango de contenedores:
Ingrese en los rangos de contenedor inicial y contenedor final . Haga clic en Guardar para mover el rango a la lista. Haga doble clic en un rango de bins en la lista para modificar el rango. Haga clic en Eliminar para eliminar el rango de contenedores de la lista. También puede resaltar una línea en la lista y hacer clic en Modificar para realizar cambios en el rango. Si desea generar órdenes de trabajo para todos los contenedores, marque la opción Seleccionar todos los contenedores. Haga clic en Aceptar para continuar. Haga clic en Salir para volver a la pantalla Seleccionar criterios de generación .
Una vez que haga clic en Aceptar en las pantallas de intervalo de selección de piezas o recipientes, aparecerá la pantalla Mantenimiento preventivo pendiente. Esta pantalla enumera todas las piezas con mantenimiento preventivo que deben programarse:
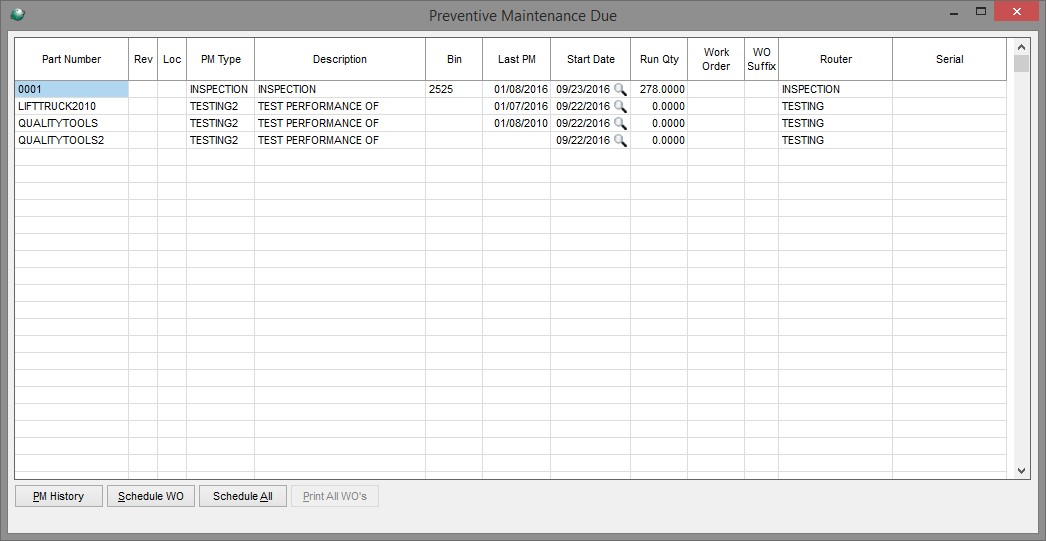
Esta pantalla enumera todas las piezas que cumplen con los criterios de selección que necesitan tener órdenes de trabajo de MP programadas. Se enumeran las columnas Número de pieza, Revisión, Ubicación, Tipo de MP, Descripción, Contenedor, Último MP, Fecha de inicio, Cant. de ejecución, Orden de trabajo, Sufijo de orden de trabajo, Enrutador y Serie .
Nota : si la opción de Fabricación avanzada Generar orden de trabajo basada en el cierre anterior está activada, la fecha del último PM es la fecha de cierre de la última orden de trabajo de PM para la definición de pieza. Si la opción no está activada, la fecha del último PM es la fecha de creación de la última orden de trabajo de PM para la definición de pieza.
Resalte una línea y haga clic en el botón Historial de PM para ver una lista de todas las órdenes de trabajo de PM que se han generado para el tipo de pieza/PM:

Se enumeran el Número de pieza, * Contenedor/Ubicación , Tipo de MP , Orden de trabajo programada, Enrutador/Rev, Descripción , la fecha en que se ordenó la orden de trabajo, Ubicación y Número de serie .
*El campo Contenedor/Ubicación solo se mostrará en la pantalla si el Número de pieza tiene un Contenedor/Ubicación asociado.
Haga doble clic en una línea para ver la orden de trabajo asociada.
El sistema determina qué piezas deben programarse para el mantenimiento preventivo calculando la cantidad de días desde que se generó la última orden de trabajo de PM. Si el número de días es menor que la frecuencia indicada en la definición de mantenimiento preventivo para el tipo de pieza/PM, no se genera ninguna orden de trabajo. Si el número de días es mayor que la frecuencia, se genera una orden de trabajo con la fecha de hoy como fecha de vencimiento. Esta es la fecha que aparece en la columna Inicio. Si se define una Compensación de días en la definición de Mantenimiento preventivo para esta pieza, la compensación de días se agrega a la fecha de vencimiento y esta será la fecha que figura en la columna Inicio. Si se ingresó una fecha de corte, este proceso se realizará hasta que se exceda la fecha de corte. Todas las órdenes de trabajo que deben programarse hasta la fecha límite se enumerarán en la pantalla. Nota : Si la opción de Fabricación avanzada Generar orden de trabajo basada en el cierre anterior está activada, el sistema calculará la cantidad de días desde la fecha de cierre de la última orden de trabajo de PM, en lugar de la fecha de creación de la última orden de trabajo de PM, para determinar cuándo se realizará la siguiente orden de trabajo de PM. se debe programar la orden de trabajo.
El sistema determina la Cantidad de ejecución de la orden de trabajo para una pieza de la siguiente manera: Si la pieza no es un lote/contenedor, la cantidad de ejecución será la cantidad disponible en el inventario. Si la pieza es un lote/contenedor pero no una serie, se genera una orden de trabajo por contenedor. La cantidad de ejecución será la cantidad disponible en el contenedor. Si la pieza es en serie, se generará una orden de trabajo para cada número de serie con una cantidad de ejecución de uno.
Programación de órdenes de trabajo
Desde la pantalla Mantenimiento preventivo vencido, todas las órdenes de trabajo se pueden generar haciendo clic en el botón Programar todo . Puede programar órdenes de trabajo individuales resaltando una línea y haciendo clic en el botón Programar OT . Las órdenes de trabajo programadas tendrán una "Y" en la columna WO. Una vez programadas las órdenes de trabajo, se activará el botón Imprimir todas las OT . Haga clic en este botón para imprimir todas las órdenes de trabajo con código de barras.
Elija imprimir Orden de trabajo de código de barras o Orden de trabajo de código de barras (ampliada) si está utilizando la GUI en línea. Haga clic en Aceptar para imprimir los informes.
Otras versiones
- Versión 1
- Versión 2
- Versión 3
- Versión 4